預(yù)制直埋保溫管焊接施工方法
來(lái)源:本站
時(shí)間:2024-02-04
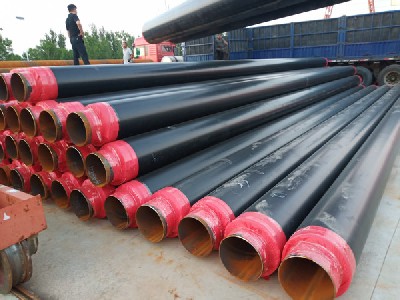
預(yù)制直埋保溫管焊接施工方法:1��、施工準(zhǔn)備:施工現(xiàn)場(chǎng)達(dá)到“四通一平”,并能滿足施工要求����;施工用機(jī)械�、設(shè)備均應(yīng)提前進(jìn)入現(xiàn)場(chǎng),其附屬儀表等均在檢定期內(nèi)���。供熱管線工程中所采用的預(yù)制直埋保溫管�����、預(yù)制直埋保溫管件�、防腐材料等,應(yīng)具有生產(chǎn)廠的質(zhì)量證明文件����。材料使用前,應(yīng)按設(shè)計(jì)文件要求核對(duì)和確認(rèn)材質(zhì)�、規(guī)格、型號(hào)���,其尺寸公差和性能指標(biāo)應(yīng)符合相應(yīng)標(biāo)準(zhǔn)���。焊接材料應(yīng)有制造廠的質(zhì)量合格證,材料員���、焊接檢查員�����、焊接技術(shù)員要對(duì)合格證進(jìn)行審核��,確認(rèn)簽字后方可使用��,也可以應(yīng)按批號(hào)進(jìn)行抽查試驗(yàn)���。2�����、施工方法:管線敷設(shè)-管線組對(duì)-管線焊接-預(yù)制直埋保溫管���。a、管道組成件已經(jīng)檢驗(yàn)合格且內(nèi)部已清理干凈�,與管道有關(guān)的土建工程經(jīng)檢驗(yàn)合格。已做好保溫層或防腐層的管子在吊運(yùn)及下溝時(shí)���,應(yīng)采取可靠的保護(hù)措施�����。預(yù)制直埋保溫管采用板車運(yùn)輸�����,采用寬度不小于150mm的吊帶吊裝�����,裝卸時(shí)��,應(yīng)輕起穩(wěn)放���,防止磕碰,以防破壞保護(hù)層�。保溫管碼放在方木上并進(jìn)行固定,高度不超過(guò)2m����。應(yīng)同規(guī)格放在一起,并標(biāo)注規(guī)格數(shù)量����,管端封堵,防止雜物進(jìn)入����,管頭苫布,防止保溫層浸水��。根據(jù)現(xiàn)場(chǎng)實(shí)際情況管道吊裝使用2臺(tái)16T汽車吊���,用尼龍吊帶和鋼絲繩吊鉤配合使用����,逐根下管,部分地段需穿管進(jìn)行管道就位���。b����、管子加工:根據(jù)需要長(zhǎng)度進(jìn)行切短加工����,量準(zhǔn)所需長(zhǎng)度后用電鋸切割,校核長(zhǎng)度后劃線用火焰切口����,加工坡口,并用角向磨光機(jī)打磨干凈����。

預(yù)制直埋保溫管焊接施工對(duì)口前先將管中的雜物清除干凈,停止工作時(shí)用堵板封口�����,以減少管道沖洗工作量�,焊接前應(yīng)將管口的油污及其它雜物打磨干凈����,露出金屬光澤方可對(duì)口�����。對(duì)管采用鋼管橫擔(dān)和倒鏈�����,從每一個(gè)施工段的起點(diǎn)順序排列逐根安裝����。組對(duì)后測(cè)量管道高程和中心線�,逐根調(diào)整使每10m管道中心偏移量不得大于5mm,管中心高程偏差不得大于10mm���,坐標(biāo)偏差不得大于25mm���。管子連接時(shí),不得用強(qiáng)力對(duì)口�、加熱管子、加偏墊或分層墊等來(lái)消除接口端面的空隙��、偏差、錯(cuò)口或不同心等缺陷�。管道對(duì)口時(shí)焊縫的要求:直管段兩環(huán)焊縫間距不小于2m,管道縱向焊縫應(yīng)錯(cuò)開(kāi)��,間距不小于200mm�����。管道焊接:根據(jù)圖紙要求��,本工程預(yù)制直埋保溫管道材質(zhì)為Q235B碳素結(jié)構(gòu)鋼��,焊接方式采用手工氬電聯(lián)接���,焊條采用E43系列���,焊機(jī)采用BX-500交流電焊機(jī)。焊接要求:正式焊接前����,每個(gè)焊工應(yīng)做試件和焊接工藝試驗(yàn),試件合格后方可正式施焊���。管道焊縫內(nèi)部質(zhì)量標(biāo)準(zhǔn)應(yīng)符合《鋼焊縫射線照相及底片等級(jí)分類法》(GB3323)的Ⅲ級(jí)規(guī)定�����。每一道焊口���,都在《現(xiàn)場(chǎng)施工記錄表》中按標(biāo)志樁位進(jìn)行記錄并存檔�。在焊體縱向焊縫的端部(包括直縫焊管和螺旋管焊縫)��,不得進(jìn)行定位焊�����,根部必須焊透����。對(duì)口質(zhì)量符合焊縫質(zhì)量標(biāo)準(zhǔn)��,錯(cuò)邊量應(yīng)符合要求�����,焊件組對(duì)點(diǎn)焊完畢后����,應(yīng)及時(shí)施焊����,避免停留時(shí)間過(guò)長(zhǎng)�����。焊條必須按規(guī)定進(jìn)行烘干�,并在使用中保持干燥。
頁(yè)面版權(quán)備注
本文版權(quán)歸 滄州銘添管道有限公司 所有�����;本文共被查閱 1187 次���。
當(dāng)前頁(yè)面鏈接:http://cp236.cn/industry/3442.html
未經(jīng)授權(quán)�����,禁止任何站點(diǎn)鏡像����、采集����、或復(fù)制本站內(nèi)容�����,違者通過(guò)法律途徑維權(quán)到底����!